利用一次性生物反应器培养细胞,观察细胞生长曲线及活率变化曲线
随着生物制药行业的成熟,提高灵活性和生产率、加快上市时间正在推动使用一次性生物反应器(Single-use bioreactor,SUB)取代传统的玻璃或不锈钢产品。在生物制药行业中使用SUB可以显著提升制造和研发过程的效率,提高资金利用率,增强研发及生产部门的灵活性,减少启动时间和成本,消除交叉污染的风险。
此外,它还显著降低了液体原料的浪费、劳动力成本以及现场质量和验证要求。尤其在快速发展的抗体领域中,可实现从研发到生产的快速衔接。本次案例验证了Endura SUB®系列一次性生物反应器将抗体工艺从500mL放大至3L的可行性,为工艺开发人员提供参考。
方法与结果
使用搭载D²MS系统的Opti-Cell mini系列生物反应器及Endura SUB®3L一次性细胞罐进行CHO-K1抗体表达工艺实验。实验工艺参数和补料策略根据该细胞株在CloudReady™500mL优化的结果设置(表1,表2)。其中,空气以10mL/min(0.07VVM)的通气速率进行恒通,DO由氧气的通气速率级联控制,pH由二氧化碳(酸)通气速率级联控制。在完整的培养周期中,各参数控制均可靠且稳定。
结果与分析
本次实验中,培养周期内细胞的生长曲线及活率变化曲线如图1所示。培养过程中细胞前期快速生长,最高细胞密度达1.88×107cells/mL,同时细胞活率维持在95%-100%之间,至第15天结束批次时细胞活率降至82%。葡萄糖及乳酸代谢曲线如图2所示,在培养过程中葡萄糖快速消耗,乳酸先累积再消耗。
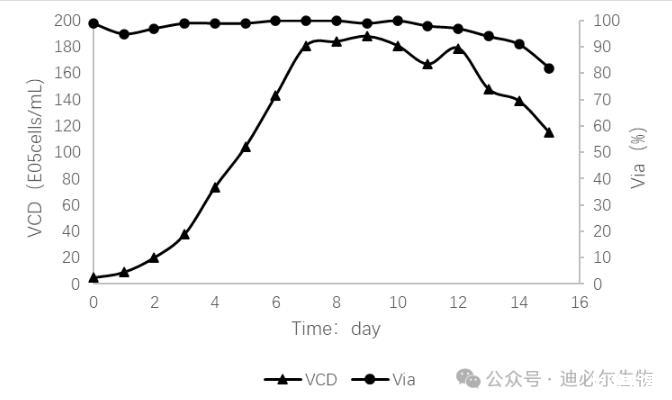
图1细胞生长曲线及活率变化曲线
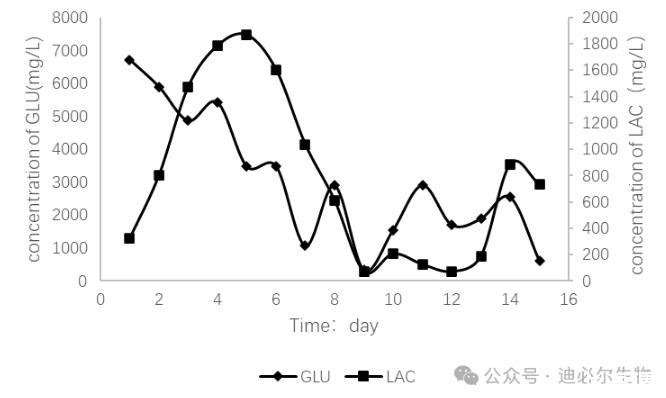
图2葡萄糖及乳酸代谢曲线
抗体表达量是抗体工艺中的关键目标参数之一,对于抗体工艺的建立与优化具有重要指导作用。在实验进行至第8天时,进行蛋白表达量的相关检测,并记录表达量(图3)。第8天至第15天,抗体产量逐渐增加,在第15天时表达量达到2.98g/L,表明在一次性细胞罐Endura SUB®3L中CHO-K1细胞同样能够正常完成相关抗体蛋白的合成。
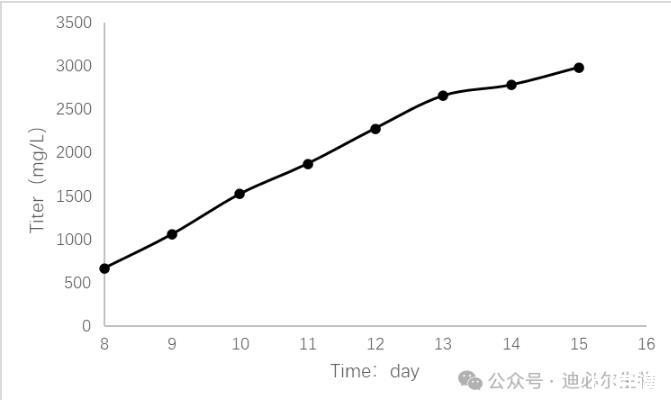
图3蛋白累计表达量
结论
在本次实验中,CHO-K1细胞在Endura SUB®3L一次性细胞罐内生长正常且活率维持较好,最终抗体滴度相比500mL工艺(2.40g/L)提升了20%。实验结果表明,Endura SUB®3L一次性细胞罐能够在抗体工艺中替代传统玻璃罐,加速抗体工艺开发流程。
相关新闻推荐
1、负载芦荟提取物的新型SPAG水凝胶:可有效对抗大肠杆菌与金黄色葡萄球菌(三)